HOT RUNNER DESIGN
CONSIDERATIONS
(as seen in Mold Making Technology)
Hot Runner Design Evaluation
By Sal Benenati
One way to avoid potential problem sis to evaluate the design of a hot runner system in a critical but constructive way. Here are three basic hot runner design considerations:
1. Purity - Although innovation in design is very important, you need to consider`its positive and negative effects on your specific application. A good rule of thumb is to keep it simple and direct. For example, use a direct approach to keep the manifold and nozzles at the desired temperature, and the plastic material flowing evenly. Over-simplified or over-designed system features could lead to potential problems. The system's design should have everything it needs and nothing more.
Possible red flags may include belabored heater design, heaters wound too tight, heaters with low contact area, heaters with wattage that is much higher or lower than comparable systems, the use of exotic metals, components/manifolds that are too thick too thin, and features that appear unnecessary.
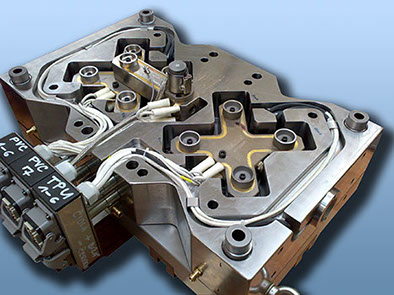
Note the simplified layout of this two-shot, two-material system, which produces parts made of PVC with thermoplastic polyurethane inlay.
Let's take a closer look at the use of exotic materials in hot runner component design. For example, nozzle tip shut-off rings made of titanium. At the design stage, titanium's high strength and low heat-transfer rate may appear more desirable for the component than tool or stainless steel. However, the fact that titanium facilitates steam condensation might be overlooked. Moisture (due to weather or mold-cooling temperatures) can get into the manifold housing and condense around the tip's shut-off area, remaining there at temperatures close to boiling point.
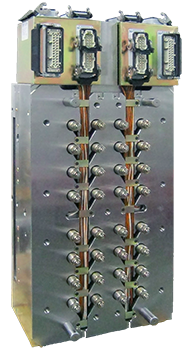
This complete 32 cavity bold-on hot half has visible and accessible nozzle wiring and heaters that can be replaced directly in the press with minimal downtime.
Rust and corrosion can then develop within the highly precise fit area, and if the mold cavity is not made of stainless, the plastic can start to seep into the manifold retaining cavity
2. Practicality - The hot runner system should be easy to assemble into the molds without requiring special tolerances or tools. It should be responsive to the controls and able to maintain a stable processing temperature window that is close to the resin manufacturer's specifications without using special controls or critical settings.
You can find tolerance requirements in the manufacturer's system specifications or literature, but you also need to ensure that there are no tolerance restrictions in nozzle lengths. In addition, some systems shut off at the front of the nozzles, which means that the nozzles must be kept at a precise temperature while in operation. If they become overheated, they can expand enough to damage the cavity or system.
Head Office: 3407 Rose Ave. Ocean, NJ USA Phone: 732-922-2400 Fax: 732-922-2403
Web: www.orycon.com Email: info@orycon.com


























